�N�۟ᾀ
�N�۟ᾀ

1������������^��
�F���и�����y���ƫ�ƺܴ�ͬ�r�S��ƫ�����Ĵ�С�����F��ͬ�̶ȵİ��ݡ�
ԭ��
1.�и��ٶ�̫�죻
2.ʹ�õĸ���̫С���и�������̫С���и�������̫�ͣ�
3.�����c�����ĸ߶�̫��
4.�����и������߅��̎����y��ǰ��̫��
�F���ڿ����и������߅��̎���F��y��ǰ��̫��
ԭ��
1.���������p�ģ��L������׃�ģ�
2.��治��ֱ������І��}��ʹ�L���������Aб��
3�����и�����ϰ벿�֣����F��y��ǰ����
�F���ڽӽ���߅��̎���γ�һ���̶ȵĸ�y��ǰ����
ԭ��
1.����c�и��ֱ�����������p�ģ�
2.�L������׃�ģ�
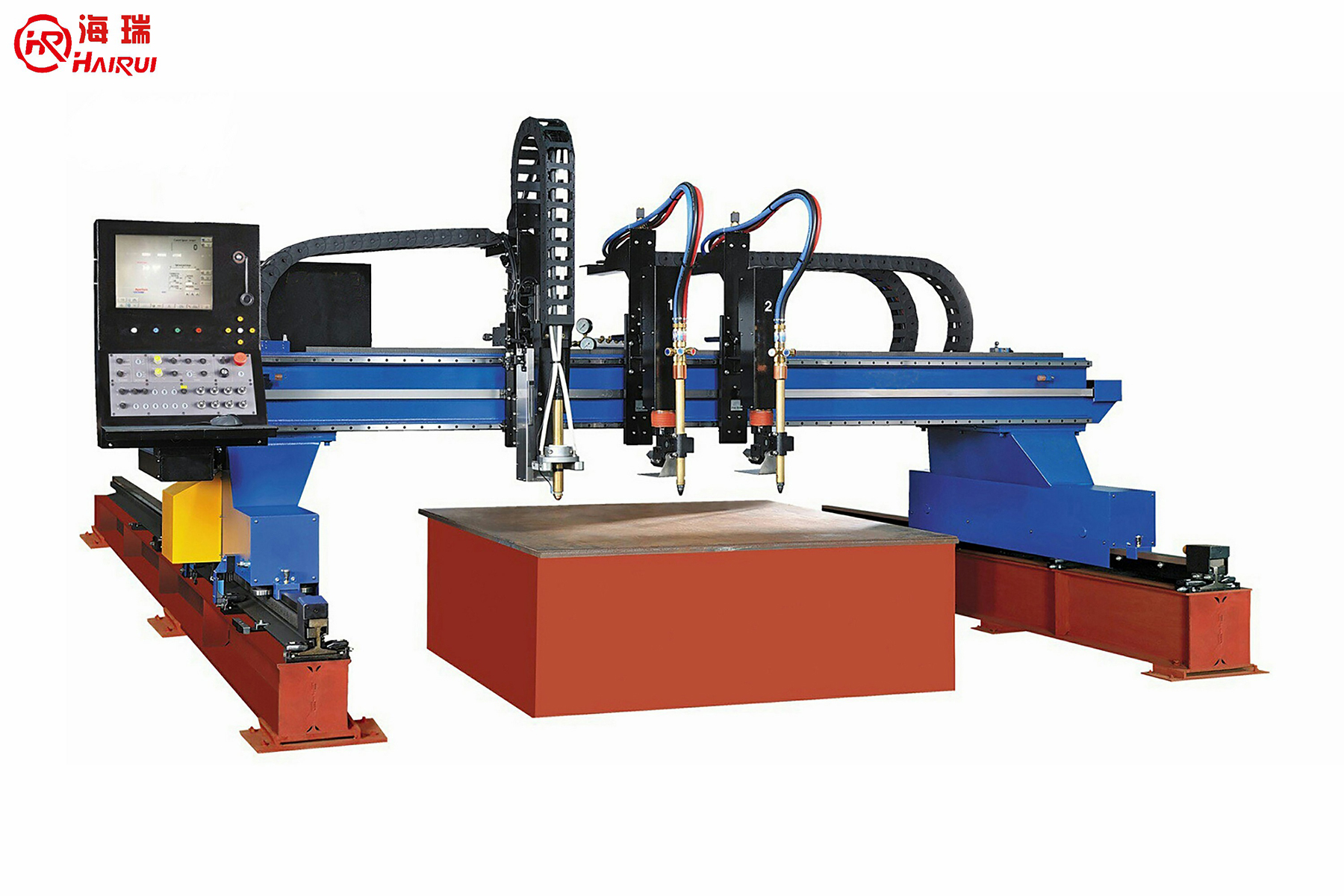
HRGC-���Tʽ���ػ�����x���и�C
HRDC-�_ʽ(shi)���ػ�����x���и�(ge)�C

HRPC-���عܲĻ�����x��(zi)��(qie)��C(ji)
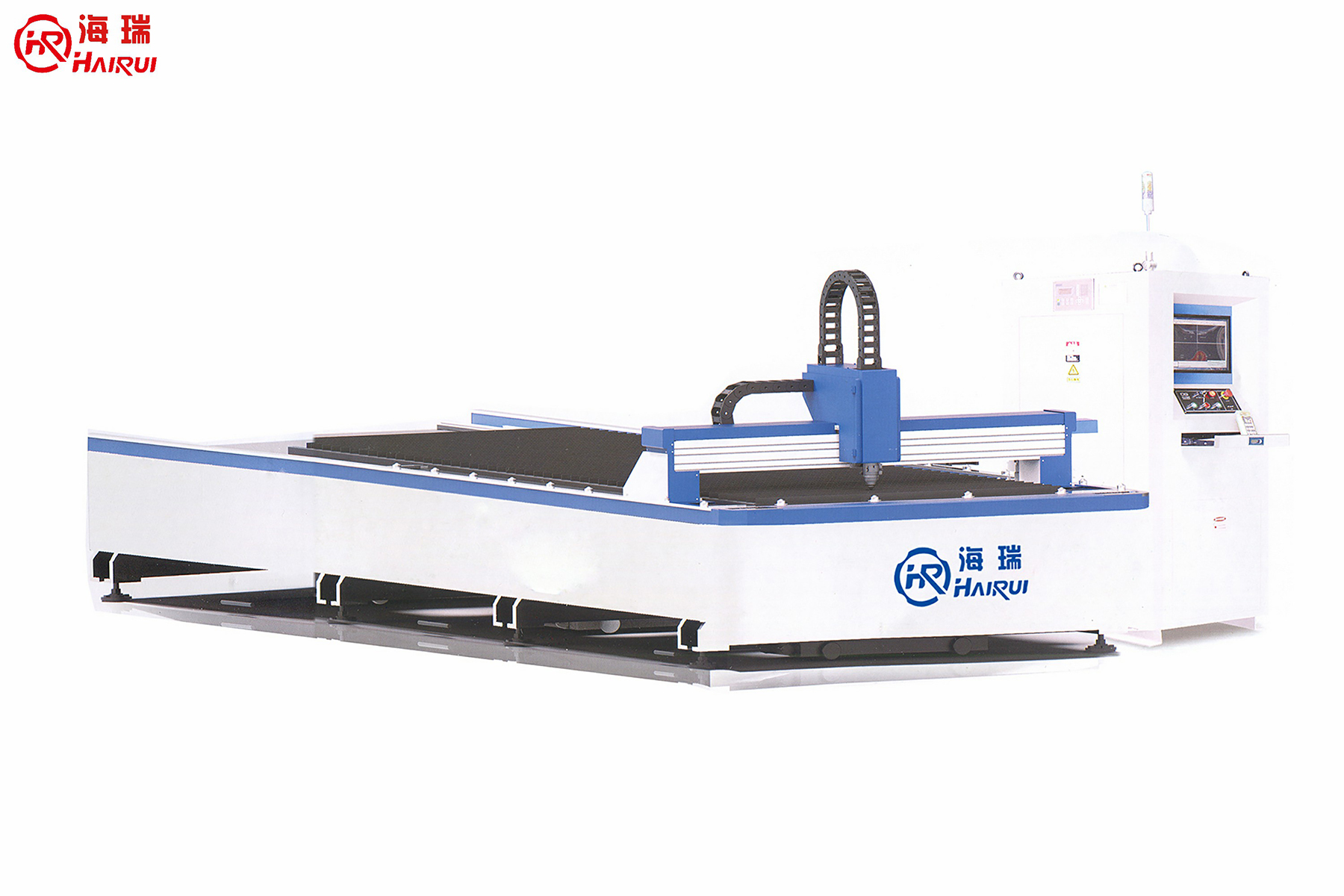
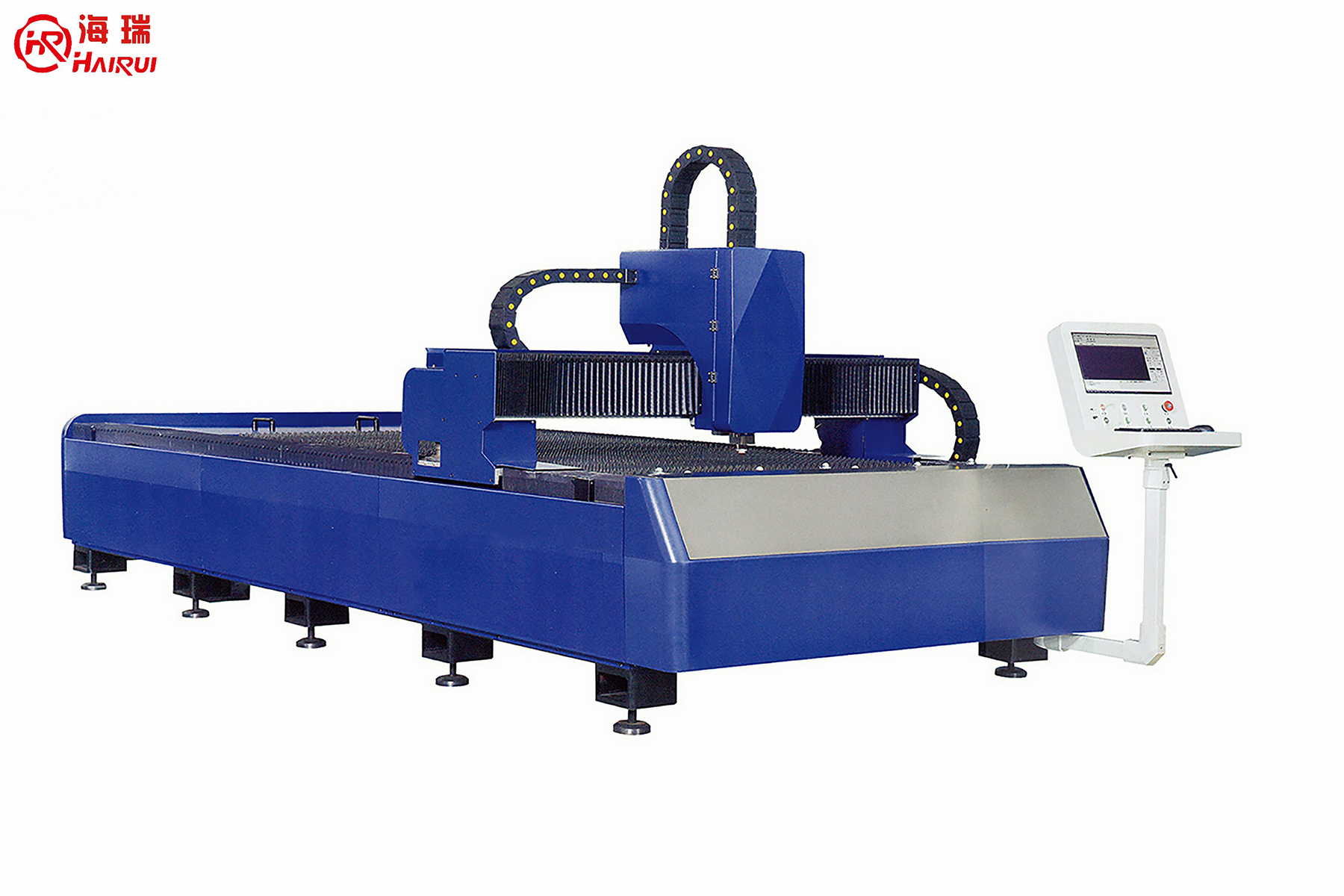
HRFC-��(guang)(guang)�w(xian)����(guang)(guang)�и�C

HRPPFC-�ܰ�һ�w���w�����и�(ge)�C(ji)
Copyright © �o�a�����O����������˾
��˾���I�����x���и�C,���w�����и�C,䓽Y�����a��,���Ӳ����C,���x�Ӻ����C�ȮaƷ,�gӭ�����ԃ!
���g֧�֣� �䰸̖��
 ��һ����ԃ�ſͷ�
��һ����ԃ�ſͷ�
